
January 9, 2025
Analysis and control strategy of residual stress in metal heat treatment
Residual stresses in metal heat treatment occur internally in metal materials due to temperature gradients, phase changes, or deformation, which remain even if no external force is applied. Residual stresses may positively or negatively affect the material’s properties and therefore need to be controlled or eliminated as appropriate. This is particularly important in engineering applications, especially in areas such as aerospace, automotive manufacturing, and mold production.

In the following, the authors will provide a corresponding description and discussion of the mechanism of residual stress formation and the distribution and characterization of residual stresses in metal heat treatment and suggest corresponding control strategies.
Mechanism of residual stress formation
1. Thermal stress during heat treatment
In the heat treatment process, thermal stresses mainly originate from the uneven temperature distribution within the material during the heating and cooling stages, resulting in thermal expansion and contraction effects.
During the heating process, the temperature of the surface layer of the material rises rapidly, while the internal temperature is low, resulting in compressive stresses in the surface layer and tensile stresses in the interior; during the cooling stage, the situation is reversed, with the surface layer cooling down more rapidly, resulting in the formation of tensile stresses, while the internal temperature is higher, resulting in compressive stresses.
This uneven temperature change can lead to different expansion or contraction stresses in different parts of the material, and residual stresses can develop as the material cools to room temperature.
For example, during the fire process, the rapid cooling of the outer material leads to sharp contraction, but the inner part is not completely cooled, forming significant tensile and compressive stress gradients, which profoundly affects the mechanical properties and service life of the material.
2. Generation and effects of phase change stresses
In the heat treatment of metals, a key role is also played by phase change stresses, which occur mainly during the transformation of the material from one phase to another.
For example, in the firing process of steel parts, when austenite is transformed into a martensitic structure, the volume expansion causes phase transition stresses, leading to the generation of internal stresses in the material. The amplitude and distribution of phase transition stresses are affected by the type of phase transition, phase transition temperature, material composition, and other factors.
For example, in the firing process of steel parts, when austenite is transformed into a martensitic structure, the volume expansion causes phase transition stresses, leading to the generation of internal stresses in the material. The amplitude and distribution of phase transition stresses are affected by the type of phase transition, phase transition temperature, material composition, and other factors.
When austenite is converted to martensite the volume usually increases by about 4%, and this volume change produces significant tensile and compressive stresses within the material IV.
In addition, phase transition stresses may cause plastic deformation of the material, making the distribution of residual stresses more complex. Phase transition stresses not only change the mechanical properties of the material, but also trigger the generation and expansion of small cracks, which in turn reduces the fatigue life and corrosion resistance of the material.
1.3 Contribution of plastic deformation to residual stresses
Plastic deformation involves permanent changes in the material under the action of external forces, which has a profound effect on the generation of residual stresses. In the heat treatment process, the material due to temperature changes and the superposition of phase change stresses, internal plastic deformation occurs, so the distribution of residual stresses is more complex. For example, in the fire process, the tensile stresses generated by rapid cooling of the surface of the material and the compressive stresses generated by slow cooling of the interior may lead to plastic deformation.
Once these stresses exceed the yield limit of the material, plastic deformation may be induced. Plastic deformation not only adjusts the stress distribution within the material but also may produce residual stresses of different nature in the surface layer and the interior, such as tensile and compressive stresses. The residual stresses caused by plastic deformation not only affect the strength and hardness of the material but also hurt its fatigue and corrosion resistance.
Distribution and characterization of residual stresses
1. Distribution and characterization of thermal residual stresses
Thermal residual stresses are caused by the temperature distribution in different parts of the material during the heating and cooling phases and are mainly reflected in the differences between thermal expansion and contraction. This stress distribution tends to be gradient-like, i.e., the stress trend is opposite between the surface and the core. Specifically, during the cooling stage, the surface of the material cools rapidly and shrinks, resulting in tensile stresses, while the interior, due to slower cooling, maintains a high temperature and produces compressive stresses. When the stresses on the surface of the material change, cracks caused by tensile stresses tend to form, while the interior is more susceptible to compressive stresses.
Thermal and residual stresses are characterized by a close relationship with the geometry and volume of the material. Large and complex materials are prone to large thermal stress gradients, leading to significant residual stresses.
2. Manifestations of phase change stress residual stresses
Phase Transformation Stresses Residual stresses are formed as a result of phase transformations that occur in the material during heat treatment. The presentation of such stresses is determined by the mode of phase transformation and the magnitude of the volume change during the phase transformation.
For example, during the fire process in steel, austenite is transformed into martensite, which increases in volume by about 4%. This volume increase induces significant tensile or compressive stresses within the material. The distribution of phase change stresses tends to be heterogeneous and usually occurs at the junction of the phase change region and the region where no phase change has occurred.
The effect of phase transition stresses is influenced by factors such as cooling rate, phase transition temperature, material composition and heat treatment process. Phase transition stress not only changes the hardness and stability of the material but also may produce small cracks and defects within the material, reducing its fatigue life and corrosion resistance.
3. Characterization of residual stresses from combined stresses
Combined stresses Residual stresses are those resulting from the combined effects of thermal, phase transition, and plastic deformation stresses during heat treatment, as shown in Table 1. The distribution and characterization of this type of stress are very complex because multiple sources of stress and their interactions are involved.
For example, during the firing process, the combination of thermal stresses due to rapid cooling and volume changes during the phase change stage results in a multidirectional and multilayered stress distribution within the material.
Such stresses not only differ between surfaces and interiors but may be characterized by both tensile and compressive stresses at different locations. The properties of a material are affected by the combined stress residuals in several ways, including strength, hardness, fatigue life, and corrosion resistance.
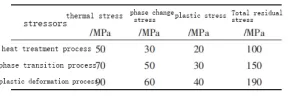
Table 1 Effect of combining different stress sources on the residual stress of materials
Effect of residual stress on metal properties
1. Effect of residual stress on mechanical properties
Residual stresses have a significant effect on the mechanical properties of metallic materials, especially when the material exhibits strength and hardness. Tensile stresses may weaken a material’s yield strength and tensile capacity, while compressive stresses contribute to the compressive strength and hardness.
For example, in the surface layer of tempered steel, if the residual tensile stress is 200 MPa, the service strength will be reduced by about 10%; but when the residual compressive stress in the surface layer reaches 150 MPa, the hardness will increase by about 5%.
The distribution of residual stresses plays a key role in the serviceability and life of the material and therefore needs to be finely controlled using suitable heat treatment methods and stress relief techniques.
Research has shown that by adjusting the heat treatment process parameters, such as heating temperature, holding time, and cooling rate, the residual stresses on the surface and inside of the material can be effectively controlled, thus significantly improving the mechanical properties of the material.
The residual stress field has a significant effect on the mechanical properties of materials, specifically in terms of plastic deformation and fracture toughness. Tensile stress increases the brittleness of the material and reduces the fracture toughness, resulting in easier cracking and fracture in the stress process. On the contrary, compressive stress increases the fracture resistance of the material and improves its ability to resist crack extension.
2. Effect of residual stress on fatigue life
Residual stresses play a key role in determining the fatigue life of materials, especially under the influence of cyclic stresses. Residual tensile stress accelerates the generation and extension of fatigue cracks and reduces the fatigue life of the material, while residual compressive stress helps to prevent the formation of fatigue cracks and prolongs the fatigue life. Taking aluminum alloy material as an example, different heat treatment methods have obvious effects on its fatigue life.
The fatigue life of a sample with a surface residual tensile stress of 100 MPa is 50,000 cycles, while the fatigue life of a sample with a residual compressive stress of 150 MPa can be extended to 150,000 cycles. To significantly extend the fatigue life of materials and enhance their reliability under cyclic loading, the residual stresses must be managed properly.
Residual stresses, in affecting fatigue life, are also reflected in the crack extension behavior under various stress states. In the tensile stress field, cracks tend to form at the stress concentration location and expand along the maximum tensile stress trajectory; under compressive stress, crack formation is inhibited and the expansion rate is significantly reduced.
3. Effect of residual stress on corrosion resistance
Residual tensile stresses may promote the generation and expansion of stress corrosion cracks, weakening the corrosion resistance of the material: while residual compressive stresses help prevent the formation of stress corrosion cracks and improve the corrosion resistance of the material.
Take stainless steel as an example, in the hydride environment, the surface residual tensile stress of 100MPa samples, its stress corrosion cracking time is only 10h; while the residual compressive stress of 150MPa samples, its stress corrosion cracking time can be extended to 50h. Through the heat treatment process and the subsequent processing of residual stress in the process of appropriate management, you can significantly enhance the corrosion resistance of the material.
Research shows that the use of low-temperature tempering and progressive cooling processes can effectively reduce the surface layer of residual tensile stress, thereby improving the material’s resistance to stress corrosion “The effect of residual stress on the corrosion resistance is also reflected in the corrosion behavior of different environmental factors.
In tensile stress conditions, the surface layer of the material is more likely to form small cracks, and corrosive substances rapidly penetration, resulting in accelerated corrosion; in the compressive stress environment, the generation and expansion of small cracks are restricted, and corrosive substances are difficult to penetrate, corrosion rate slowed down significantly.
Control strategies for residual stresses in metal heat treatment processes
1. Reasonable design of heat treatment process parameters
In the heating process, preference should be given to the use of isothermal heating techniques to reduce the temperature difference between the inside and outside of the material, thereby reducing the stresses generated by the heat. For example, in the treatment of steel fire, can be used in stages of heating technology, first of all, the temperature of the steel to 650 ℃, after some time and then further heating to 900 ℃.
This method can significantly reduce the accumulation of thermal stresses, and control of the heating rate is also critical. It is usually recommended to control the heating rate between 5~10℃℃/min to avoid excessive thermal stresses due to rapid heating.
In the cooling process, the selection of the appropriate cooling medium and cooling rate is critical. For thicker parts, the use of oil-cooled instead of water-cooled technology can be considered in order to slow down the cooling rate, thereby reducing the temperature difference between the surface and the interior of the workpiece.
For example, for a steel plate with a thickness of 50 mm, the cooling rate under oil cooling is about 20°C/s, while under water cooling the cooling rate can be up to 80°C/s. The use of oil cooling significantly reduces the thermal stresses generated during the cooling process and avoids the deformation and cracking of the workpiece.
In addition, in the heat treatment process, the technology of preheating and then cooling can be chosen. For example, the workpiece is preheated before fire and then gradually heated to 300-400°C before fire. This step can significantly reduce thermal stresses.
In the tempering treatment, adjusting the tempering temperature and time can effectively release part of the residual stress, thus improving the dimensional stability and service life of the workpiece. For example, when the tempering temperature of tool steel reaches 540℃ and the holding time is 2h, this process can significantly reduce the residual stresses and improve the overall performance of the material.
2. Adoption of appropriate cooling technologies and methods
Graded cooling is a common technique to reduce temperature differences by adjusting the cooling rate in stages, thus effectively minimizing the generation of residual stresses. For example, in the fire treatment of high-carbon steel, the graded cooling method can be used.
The workpiece is first cooled in an oil bath at 350°C for about 5 min and then brought to room temperature. This cooling process significantly reduces the stress concentration and decreases the possibility of cracking or deformation of the workpiece.
Isothermal cooling is also an effective way to manage residual stresses. By maintaining the internal temperature of the material for a specific period within the temperature range of the phase change, the temperature of the material can be made more uniform.
For example, low alloy steel after quenching, isothermal cooling at 400 ℃ temperature and holding for 1h, can significantly reduce its internal residual stress, while enhancing its toughness and fatigue characteristics. In the choice of cooling medium, you can consider the use of composite cooling methods, such as oil and water combined cooling. This method is not only fast cooling, but also can effectively control the residual stress, as shown in Table 2.
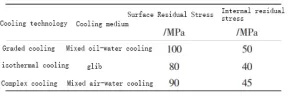
Table 2 Effect of different cooling techniques and media on residual stresses
Surface cooling techniques, such as spray cooling or air cooling methods, can be effective in limiting residual stresses. Spray cooling makes cooling more uniform by spraying coolant on the surface of the workpiece, avoiding localized stress concentrations caused by rapid cooling. Fine control of air speed and temperature ensures a smooth cooling process. For example, for an aluminum alloy plate with a thickness of 20mm, 5ms wind cooling technology can significantly balance the cooling process and significantly reduce residual stresses.
3. Stress relief methods for subsequent heat treatment and machining
Subsequent heat treatment is a key way to release residual stresses, and common techniques include tempering, annealing, and aging. Tempering is often carried out after fire, and can effectively reduce residual stresses by precisely controlling the temperature and holding time.
For example, when medium-carbon steel is tempered at 650°C for 2h after quenching, the residual stresses are reduced to about 20% of the original values, significantly increasing the dimensional stability and toughness of the material. Annealing by heating the material to the re-junction temperature and then slowly cooling to reduce the residual stresses generated in the cold working process, so that the material restores plasticity and toughness.
The main methods of stress relief during machining include vibratory aging and ultrasonic treatment. Vibratory aging releases residual stresses within the material by applying low-frequency vibrations.
For example, vibration aging treatment of large castings, set the vibration frequency of 50 Hz and last for 2h, can effectively reduce the residual stress by about 40%, and improve the mechanical properties of the material. Ultrasonic treatment through high-frequency ultrasonic action, so that the internal stress of the material is uniformly released, especially for complex morphology and thin-walled structure of the material.
In addition, surface treatment techniques, such as shot peening and laser impact peening, are also effective in releasing residual surface stresses. Shot peening utilizes high-speed projectiles to impact the work surface, creating surface compressive stress and enhancing the material’s fatigue and corrosion resistance.
For example, after the shot peening of certain titanium alloy materials, the residual compressive stress on the surface increases to 350 MPa, and the fatigue life is increased by 40%. Laser impact strengthening through high-energy laser beam on the surface of the workpiece to form shock waves, the establishment of a deep compressive stress zone, significantly enhances the mechanical properties of the material, and fatigue resistance.
Conclusion
Residual stress in metal heat treatment has an important effect on the performance of the material, reasonable control of residual stress is the key to improving the comprehensive performance and service life of the material.
By analyzing the formation mechanism and classification of residual stresses, a series of control strategies are proposed, including the rational design of heat treatment process parameters, the use of appropriate cooling techniques and methods, and the implementation of stress relief methods for subsequent heat treatment and machining.
It has been shown that these methods can significantly improve the mechanical properties, fatigue life, and corrosion resistance of metallic materials and provide reliable technical support for metallurgical applications.
Future research should continue to focus on the development of new materials and processes, and further optimize the control strategy of residual stresses through advanced measurement and simulation techniques, to promote the wide application and development of metallic materials in various fields.