
February 22, 2025
Research Status and Prospects of Laser Welding Technology
With the development of industrial manufacturing, the highly efficient and environmentally friendly laser welding technology has been favored to achieve deep-melt welding, fast welding, and other effects that are difficult to achieve with traditional welding. Laser welding equipment is flexible, combined with real-time online inspection technology, and can realize a high degree of automation in mass production, widely used in the field of traditional welding, to provide higher quality, faster efficiency welding solutions. Laser welding in the 21st century can be said to be the most promising welding technology, in Europe and the United States as early as the end of the last century, widely used.
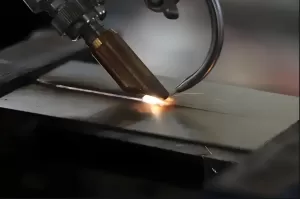
Welding process with laser technology
Laser welding is the use of laser radiation energy to achieve an effective welding process, its working principle is: through a specific way to stimulate the laser active medium (such as C0, and other gases of the gas mixture, YAG Yttrium Aluminum Garnet crystals, etc.), so that it is in the resonance cavity oscillating back and forth to form the stimulated beam of radiation when the beam and the workpiece in contact with the energy is absorbed by the workpiece, the temperature reaches the melting point of the material will be Welding can be carried out.
1. Patterns of laser welding
Laser welding can be divided into heat conduction welding and deep melting welding, the former heat through the heat transfer to the internal diffusion of the workpiece, only on the surface of the weld to produce a melting phenomenon, the workpiece is not completely melted, basically does not produce the phenomenon of vaporization, and is mostly used for low-speed thin-walled material welding; the latter is not only completely melted through the material, but also to make the material vaporization, the formation of a large number of plasma, due to the large amount of heat, the front of the melting pool will be the phenomenon of the keyhole.
Deep melting welding is the most widely used mode of laser welding because of its ability to weld thoroughly through the workpiece, its high energy input, and its high welding speed.
2. Weld shape and organizational properties of laser welding
As the laser produces a focused spot area is small, its role in the weld around the heat-affected zone is also much smaller than the ordinary welding process, and laser welding generally do not need filler metal, so the weld surface is continuous and uniform, beautifully shaped, no pores, cracks, and other surface defects, is very suitable for weld shape requirements of strict occasions. Although the area of focus is relatively small, the laser beam energy density is large (generally up to 10:10W/m”).
During the welding process, the metal is heated and cooled very quickly, and the temperature gradient around the molten pool is relatively large, so the strength of the joint is often higher than that of the base material, on the contrary, the joint plasticity is relatively low. At present, it has been possible to improve the quality of the joint by double focus technology or composite welding technology.
3. Advantages and disadvantages of laser welding
The reason why laser welding is so highly regarded is due to its many unique advantages.
①The use of laser welding can obtain high-quality hin head strength and a large depth-to-width ratio since the welding speed is relatively fast.
② Since laser welding does not require a vacuum environment, remote control, and automated production are possible through lenses and optical fibers.
③Laser has a large power density, difficult to weld materials such as titanium, quartz, etc. have better welding results, and can be different with the performance of the material welding.
Of course, laser welding has its shortcomings
①The price of the laser and welding system accessories is more expensive, so the initial investment and maintenance costs than the traditional welding process are high economic efficiency is poor.
② The conversion efficiency of laser welding is generally low (usually 5% to 30%) due to the low absorption of laser light by solid materials, especially after the appearance of plasma (which absorbs laser light).
③ Due to the small focused spot of laser welding, the equipment precision of the workpiece joint is required to be high, and a very small equipment deviation will produce a large processing error.
Laser welding applications
With the development of lasers and in-depth research on welding processes, laser welding has been widely used. However, due to the high cost of equipment and maintenance, laser welding is mainly used in industries where mass production or large-scale parts are welded, such as the automotive, shipbuilding, aerospace, and nuclear industries.
In Europe and the United States, laser welding is mainly used in the automotive and metal processing industries, while in Asia it is more commonly used in the electrical and semiconductor industries.

1. Applications in the automotive industry
The automobile industry has always been an important economic pillar of developed countries, and tens of millions of cars are produced every year, so the research and development and improvement of manufacturing technology have always been the research focus of scholars in various countries.
The use of laser welding technology not only reduces the body’s mass, but also improves the structural strength of the body, and more importantly, reduces the production cost of the car.
2. Applications in shipbuilding
Due to the large thickness and long weld seams of marine plates, warping, and deformation after welding are major problems faced by the shipbuilding industry. Statistics show that about 25% of the workload in the traditional welding process is used for the shaping of ship plates.
In contrast, laser welding is extremely well suited for shipbuilding applications due to the concentration of energy, small beam area, and small heat-affected zone, which results in virtually no deformation after welding.
In addition, while different processes in marine plate manufacturing are usually carried out on different workbenches, laser welding technology can integrate cutting and welding on the same workbench utilizing a suitable laser transmitter and delivery device, thus realizing efficient cutting and welding integration.
3. Application in plastics processing
The use of laser welding of plastics is a mature technology. Traditional plastic welding to heat welding, high-frequency welding, vibration friction welding, and ultrasonic welding, these welding processes for the complex structure, high processing precision, or strict cleanliness requirements of the field (such as large integrated circuit boards, electronic sensors, medical equipment, etc.) is difficult to achieve high-quality requirements.
Summary and outlook
New laser research, welding process control and weld defect monitoring will become the focus of future laser welding research.
Laser R&D will focus on increasing output power and electrical-optical conversion efficiency, and optimizing the laser structure. Laser welding systems involve several control parameters, and selecting the right control parameters is key to improving efficiency and quality, especially controlling the welding effect.
Real-time monitoring will rely on the fusion of multiple sensing technologies, such as acoustic and optical signals and visual sensing technologies. Laser composite welding and multi-focus welding technology will become the direction of research and development, laser welding will become the main welding method in the future.